- 返回顶部
- 1388 0843 666
- 在线咨询
- 微信二维码

7*24小时热线:1388 0843 666


提供污水处理工程设计、销售、安装整体解决

经理专线:
")
概述:
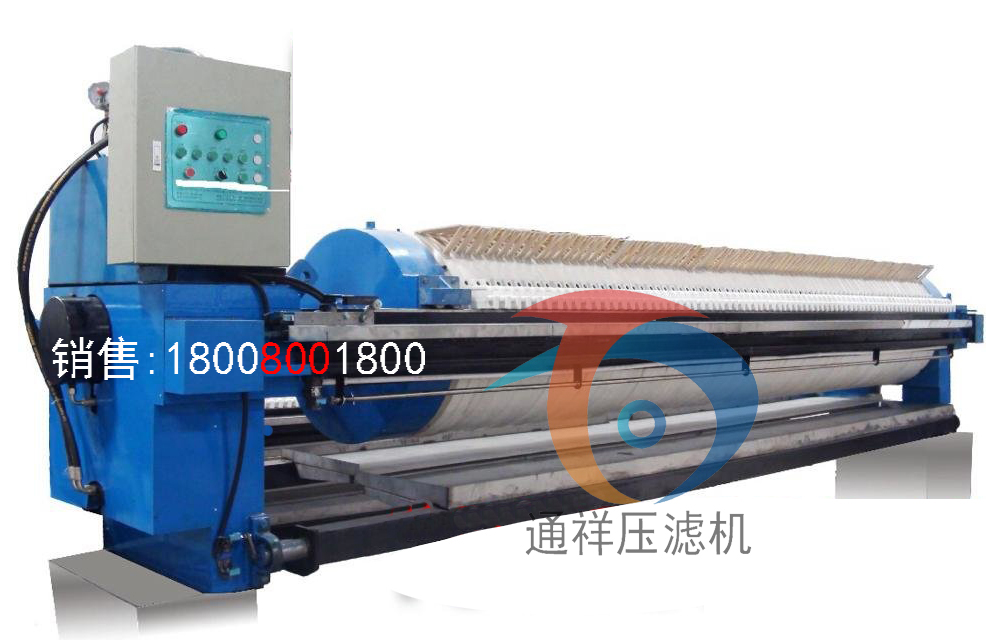
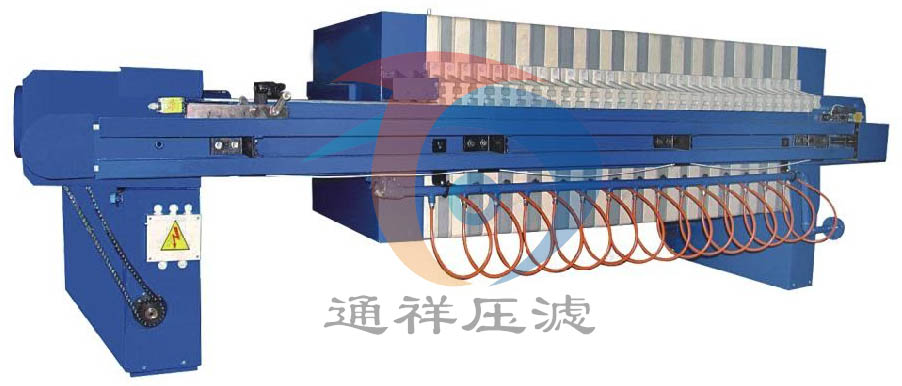
厢式压滤机和普通的压滤机设备一样,是通过设备中的介质(一般为滤布)的阻挡来实现固液分离的效果。设备使得介质的两边形成压力差,这样液体就是通过滤布再进过管道排出,而固体就被留在了滤布上满,慢慢的累积,就形成了滤饼。
一、厢式压滤机工作原理:
厢式压滤机工作原理是由滤板排列组成滤室(滤板两侧凹进,每两块滤板组合成一厢形滤室)。
,滤板的表面有麻点和凸台,用以支撑滤布。滤板的中心和边角上有通孔,组装后构成完整的通道,能通入悬浮液、洗涤水和引出滤液。滤板两侧各有把手支托在横梁上,由压紧装置压紧滤板。滤板之间的滤布起密封作用。
在输料泵的压力作用下,
将需要过滤的物料液体送进各滤室,通过过滤介质(根据不同行业选择合适的滤布),将固体和液体分离。在滤布上形成滤渣,直至充满滤室形成滤饼。滤液穿过滤布并沿滤板沟槽流至下方出液孔通道,集中排出。过滤完毕,可通入清洗涤水洗涤滤渣。洗涤后,有时还通入压缩空气,除去剩余的洗涤液。过滤结束后打开压滤机卸除滤饼(滤饼储存在于相邻两个滤板间),清洗滤布,重新压紧板滤开始下一工作循环。
滤布固定在板框上的,这是早期主要压滤机形式,厢式压滤机的主要优点是更换滤布方便,缺点是效率低、过滤效果不好、滤板容易坏;厢式压滤机的滤室是由相邻两块凹陷的滤板构成的,滤布固定在每块滤板上,厢式压滤机的主要优点是效率较高、效果较好、滤板也相对耐用(相同条件下),不过自动化程度都较高,清洗滤布也有自动装置,一般更换滤布的次数也不会频繁
二、影响因素
1、入料压力
在实际生产过程中,过滤压力一般是由入料泵提供的(现场也有极小的比例采用泵和空压机联合给料,在此暂不作探讨),所以,影响过滤速度极为重要的因素就是入料泵的给料压力。给料压力直接影响着压滤机的工况,而压滤机的分离效果也与之有很大的关系。实际使用中发现,在压滤脱水过程中,通过流体静压缩小滤饼的孔隙率,可排出大部分水分,但仅仅靠提高流体静压力,脱水效果并不理想。分析其原因可能在于:随着压力的增大,滤饼孔隙率逐渐减小,滤饼孔隙的饱和度逐渐降低,但是,当滤饼的饱和度接近剩余饱和度时,滤饼水分基本不再降低。通过分析滤饼的显微结构可知,此时颗粒成拱桥结构,这种结构包含的水分不但很难用常规入料泵所提供的流体静压力排出,而且会造成设备磨损和故障。
2、入料灰分
入料矿浆灰分的高低,一般是由原煤夹带的泥质页岩等粘土类矿物质在洗选过程中泥化形成的细泥含量决定的,同样,矿浆中细泥的含量大小也决定了入料矿浆的粘度,进而对过滤速度造成影响。但是,这类因素在现场生产中几乎是不可控的。
3、入料矿浆的粒度组成
入料矿浆的粒度组成对过滤速度的影响主要取决于其中的细粒级物料含量,其含量越高,物料比表面积(S0)越大,过滤速度也就越低。在实际生产中,样品分析结果表明:
-0.1074mm粒级的物料含量对过滤速度影响尤其明显,而粗粒级含量虽然有利于过滤速度的提高,但从以往的实践经验看,只有当压滤入料中0.1125~0.1074mm级物料占80%左右时,压滤机成饼较为理想;而在出现跑粗现象时,即入料矿浆中>0.15mm粒级物料含量较高时,压滤机往往会出现跑料、成饼差、卸料难等现象,而且也会对滤布造成部分损坏。
4、入料矿浆浓度
入料矿浆浓度对过滤速度的影响在理论上是容易理解的,尤其是在入料阶段,矿浆浓度高,其中的固体颗物含量就高,相比于较低的矿浆浓度,滤饼形成速度加快。当入料浓度低时,细小颗粒极易直接进入滤布孔眼中,穿过、堵塞或覆盖在上面,使过滤介质孔眼很快被堵塞。随着料浆浓度的提高,将会有更多的颗粒接近或到达过滤介质的孔眼,由于相互干扰,绝大部分颗粒不能进入孔眼而在其上成拱架桥,使滤孔可在较长时间内不被严重堵塞。随着压滤过程的进行,在过滤介质表面形成的滤饼沿入料方向由外向内平均粒度逐渐增大,滤饼阻力逐渐减小,使滤饼内侧(靠近滤布侧)的脱水受到影响,这种效应随着入料浓度的减小逐渐增强。所以,入料浓度越低,滤饼水分越高,可见料浆浓度对滤饼水分的影响也十分明显。
三、制造标准编辑
产品制造、安装、检验标准
JB/T4333.2-05《厢式压滤机和板框压滤机技术条件》
JB/T4333.1-05《厢式压滤机和板框压滤机型式和基本参数》
JB/T4333.3-05《厢式压滤机和板框式压滤机 滤板》
JB/T4333.4-05《厢式压滤机和板框式压滤机 隔膜滤板》
JB/T6046-92《碳钢 低合金钢焊接构件 焊接后热处理方法》
GB3766-83《液压系统流通用技术条件》
GB7935-87《液压组件通用技术条件》
GB10896-84《板框压滤机和厢式压滤机试验方法》
GB4046-83《电气设备安全设计导则》
GB10894-89《分离机械产品噪声功率的测定》
GB8196-87《机械设备防护罩安全要求》
JB/T7217《分离设备涂装通用技术条件》
GB/T1047-95《管道组建的公称直径》
GB/T13306-1991《标牌》
JB/T6418-92《分离机械 清洁度测定方法》
四、组成部分
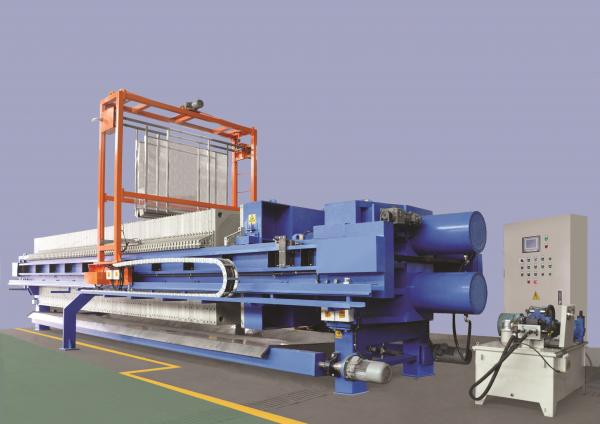
1、机架部分
机架部分是机器的主体,用以支撑过滤机构,连接其它部件。它主要由止推板、压紧板、油缸体和主梁等部件组成。机器工作时,油缸体内的活塞推动压紧板,将位于压紧板与止推板之间的滤板、隔膜板、滤布压紧,以保证带有压力的料浆在滤室内进行加压过滤。
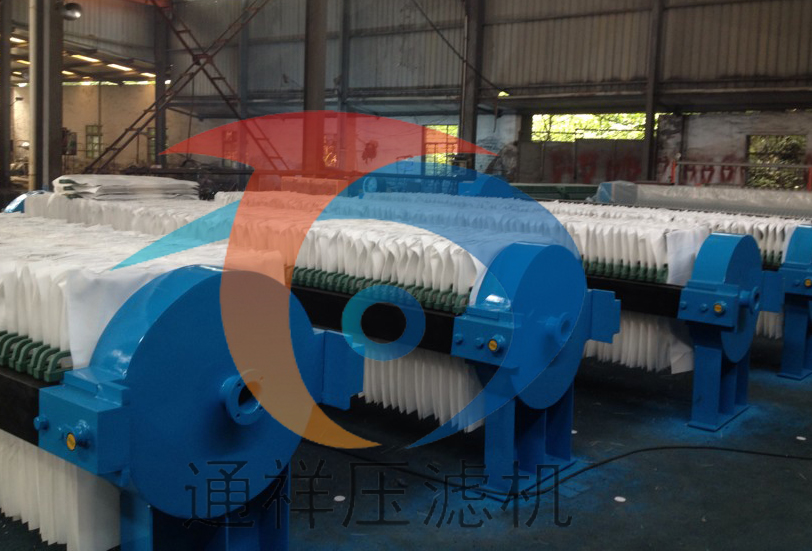
2、过滤部分
过滤部分是由按一定次序排列在主梁上的滤板、夹在滤板之间的滤布、隔膜滤板组成,滤板、滤布与隔膜滤板的相间排列,形成了若干个独立的过滤单元──滤室过滤开始时,料浆在进料泵的推动下,经止推板上的进料口进入各滤室内,并借进料泵产生的压力进行过滤。由于滤布的作用,使固体留在滤室内形成滤饼,滤液由水嘴
(明流)或出液阀(暗流)排出(水嘴规格见附表一)。若需洗涤滤饼,可由止推板上的洗涤口通入洗涤水,对滤饼进行洗涤;若需要较低含水率的滤饼,同样可从洗涤口通入压缩空气,穿过滤饼层,以带走滤饼中的部分水分(适用于Uk机型)。若从进气口通入压缩空气或高压液体,鼓动隔膜,对滤饼进行压榨,可进一步降低滤饼的含水率
在压滤机使用过程中,滤布起着关键的作用,其性能的好坏,选型的正确与否直接影响着过滤效果。所使用的滤布中,最常见的是由合成纤维纺织而成,根据其材质的不同可分为涤纶、维纶、丙纶、锦纶等几种。
除此之外,常用的过滤介质还包括棉纺布、无纺布、筛网、滤纸及微孔膜等,根据实际过滤要求而定。
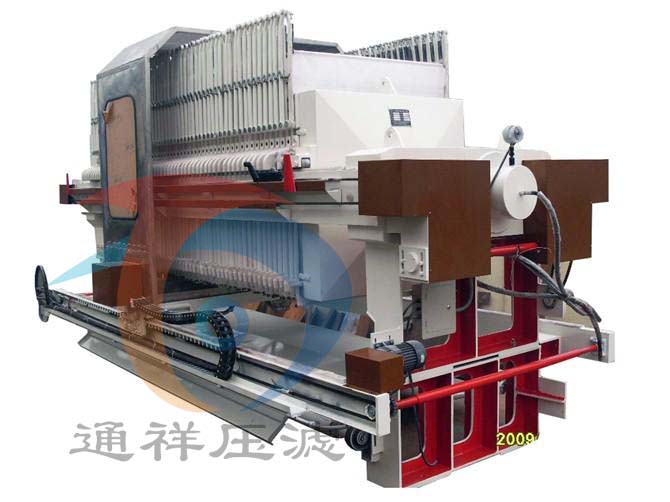
3、 自动拉板部分
自动拉板部分由液压马达、机械手、传动机构和暂停装置等组成。液压马达带动传动链条从而带动机械手运动,将隔膜板、滤板逐一拉开。机械手的自动换向是靠时间继电器(KT1、KT2)设定的时间(2-3秒)来控制的。暂停装置可随时控制拉板过程中的停、进动作,以保证拉板机构拉板卸料的顺利实现。
4、手动拉板部分
采用人工手动依次拉板卸料。
5、液压部分
液压部分是驱动压紧板压紧或松开滤板的动力装置,配置了柱塞泵及各种控制阀(详见图五:液压系统图)。压紧滤板时,按下“压紧”按钮,电机启动,活塞杆前移,压紧滤板;当油压上升到电接点压力表的上限值时,电接点压力表上限接通而停泵;此时,压滤机即进入自动保压状态;当油压降至电接点压力表调定的下限值时,柱塞泵重新启动以保证过滤所需工作压力;回程时,按下“回程”按钮,电机启动,活塞杆带动压紧板回程,滤板松开;按下“拉板”按钮,机械手自动往复拉板,当拉完最后一块板时,装在止推板主梁上的行程开关被触动,机械手自动回程,当机械手回至起始位置时,触动行程开关而自动停止。
6、电控部分
电控部分是整个系统的控制中心。具体原理请参看厂家提供的电气系统图。
五、优点
该机型的主要优点是进料时损耗少,过滤速度快,耐高温及高压,密封性能好,滤饼洗涤均匀,含水率低,且各滤室压力均匀不易坏板,基本适用于所有的固液分离行业。
 全国24小时销售热线:
全国24小时销售热线: